新闻资讯NEWS
联系我们CONTACT US
联系人: 黄永进
手机: 13814462888
电话: 0523-80161389
传真: 0523-80161388
邮箱: yongmao@jsympl.com
网址: www.jsympl.com
地址: 江苏靖江市西来镇工业园江苑路8号
手机: 13814462888
电话: 0523-80161389
传真: 0523-80161388
邮箱: yongmao@jsympl.com
网址: www.jsympl.com
地址: 江苏靖江市西来镇工业园江苑路8号
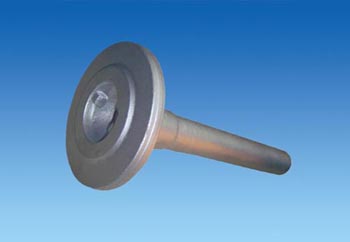
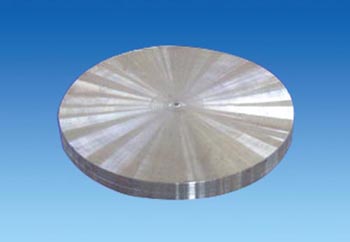
模锻件端面
来源:www.jsympl.com 发表时间:2020-06-17
模锻件端面内凹是送进量太小,表面金属变形大、轴心尚未来得及 变形引起的。而轴类锻件按其结构形状的特点,可分为光轴、阶梯轴、空心轴和异形轴(包括曲轴、凸轮轴和偏心轴等)四类。
模锻件拔长时的变形特点:模锻件拔长时坯料变形情况与镦粗变形有某些相似之处,它是两端有不变形金属的镦粗。拔长时,关注的是拔长速度和拔长对锻件质量的影响。送进量的大小,除影响生产率外,海影响锻件质量当送进量太小,而坯料厚度又比较大,会出现锻不透的现象,坯料内变形小而产生轴向拉应力,有可能导致模锻件内产生裂纹。送进量过大又会产生外部横向裂纹和内纵向裂纹。所以,送进量还需要根据坯料厚度来考虑。
压下量是指变形前后坯料厚度之差,每次锤击的压下量不宜过大一般压后断面的宽高比应小于2至2.5倍,否则反转90度在锻压二次时就会生产弯曲以致形成折叠。拔长时模锻件坯料温度适中、均匀。锤击须快,锤击的轻重以能锻透锻件为准。模锻件表面横向裂纹与角裂,前者是由于送进量过大同时压缩量也过大所引起的;后者除了变形原因外,主要是由于角部温度散失块,生产=温度应力,引起表面拉力过大。表面折叠主要是由于送进量太小。内横向裂纹也是由于送尽量太小,出现双鼓形特征。
相关新闻
- 提高自由锻件的内部主要是提高其力学性能和可靠性
- 自由锻件的制造方法及工艺
- 模锻主要靠锻模模膛使坯料成形
- 如何通过工艺流程再设计提高自由锻件的生产效率?